Đây là là mẫu mình dựng trên SolidWorks, mang đi gia công thì họ không làm cho vì số lượng ít quá, nên đành mua cái hộp nhựa về đục đục khoét khoét thành ra thế này.

Cắt tờ giấy dùng tạm, bao giờ có thời gian sẽ tân trang lại đàng hoàng hơn.

Nút nhấn màu đỏ cạnh E-stop là "nút nhả Stop tạm thời" mà mình đã nhắc đến trong bài về mạch Relay phụ (xem lại tại đây).
Thêm một số ảnh trong quá trình mình làm.


Đầu tư hẳn 25k cho một em công tắc chuyển mạch cũ của Liên Xô trên chợ Trời.

Test tổng thể phát xem nào.
Mọi thứ chạy khá là ổn.
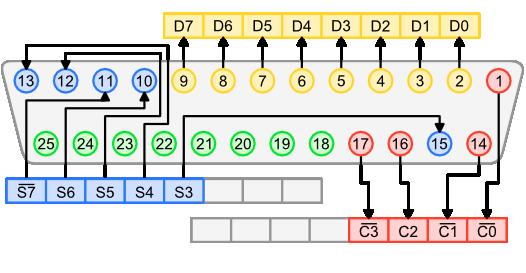
Đọc sơ đồ mạch các bạn sẽ hiểu rõ hơn nguyên lý hoạt động của em nó.

Phần cuối cùng là điều khiển 4 con LED sáng theo ý muốn, 3 con màu xanh dương sẽ sáng tương ứng theo các bước 1; 0.1; 0.01 và 1 con màu đỏ báo rằng Mach3 đang ở chế độ MPG.
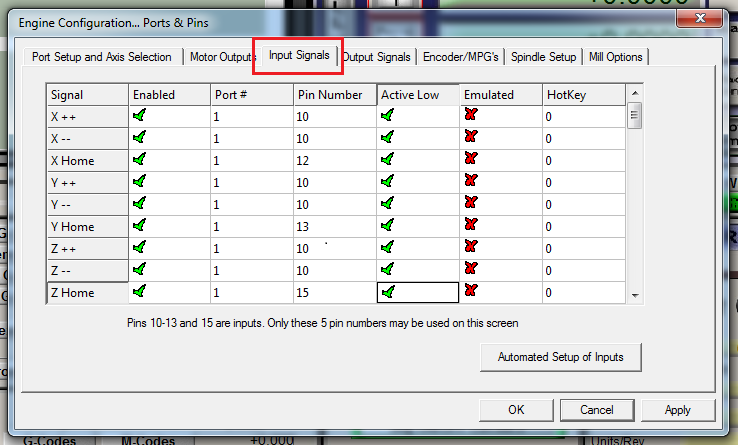
Setup Output Signals cho bọn nó như sau.

Và code cho macropump.
----------------------------------
If GetOemDRO(828)=1 Then
DoOEMButton (233)
DoOEMButton (236)
DoOEMButton (238)
End If
If GetOemDRO(828)=0.1 Then
DoOEMButton (235)
DoOEMButton (234)
DoOEMButton (238)
End If
If GetOemDRO(828)=0.01 Then
DoOEMButton (237)
DoOEMButton (234)
DoOEMButton (236)
End If
If GetOemLED(57) Then
ActivateSignal(OutPut1)
Else
DeActivateSignal(OutPut1)
End If
----------------------------------
Vậy là đã hoàn thành chiếc MPG đầu tiên, mình sẽ theo dõi các vấn đề phát sinh trong quá trình sử dụng để hoàn thiện hơn trong các phiên bản sau.
Cảm ơn vì đã đọc bài viết!